
PA6-GF
Product Features
- Built to Last
- Dimensional Stability
- Exceptional Thermal Properties
- Chemical Resistance
- Smooth Surface and More Colors
- Diameter: 1.75mm +/- 0.03mm
Cautions for Use
- 0.2 mm Nozzle Not Compatible
- Stainless Steel Nozzle Not Recommended
- Enclosure Printers Required
- AMS Compatible
- AMS lite NOT Compatible
- Dry before Use
Note: PA6-GF Yellow, Lime and Brown have been discontinued and will not be restocked.
- 오후 2시 이전에 주문하신 상품은 당일 발송되며, 약 1~3 영업일 내에 배송됩니다.
- 70,000원 이상 주문 시 무료 배송.
- 자세한 내용은 배송 정책을 참조하시기 바랍니다.






Bambu PA6-GF - 유리 섬유 보강 나일론
Bambu PA6-GF는 유리 섬유가 보강된 나일론 6(Nylon 6) 소재로, 고성능 엔지니어링 플라스틱 중에서도 뛰어난 기계적 특성과 내구성, 치수 안정성을 제공합니다.
동급의 고급 엔지니어링 필라멘트와 비교해 가격 경쟁력까지 갖춘 합리적인 선택지입니다.


내구성을 위한 설계
Bambu PA6-GF는 유리 섬유 보강을 통해 매우 높은 강도와 내구성을 자랑하며, 반복 사용이나 높은 하중에도 잘 견디는 출력물 제작에 적합한 소재입니다.
변형이나 파손에 강한 출력이 필요한 경우에 이상적인 선택입니다.
* 참고: 출력물은 습기에 노출된 후 더 뛰어난 인성을 발휘합니다.


치수 안정성
PA6-GF는 유리 섬유 보강 덕분에 탁월한 치수 안정성을 자랑하며, 일반 PA 필라멘트 대비 뒤틀림 현상이 현저히 적습니다.
복잡한 형상의 출력물도 정밀한 치수로 안정적으로 출력할 수 있습니다.
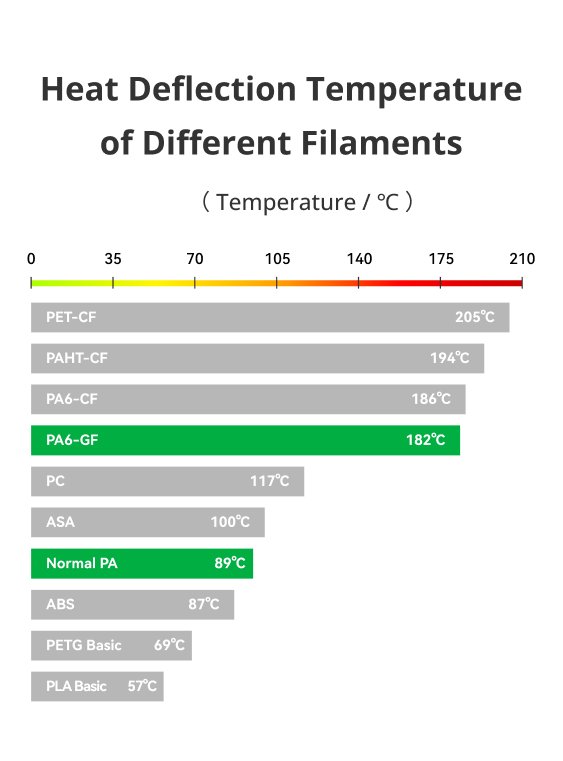
탁월한 열적 특성
PA6-GF는 높은 열변형 온도와 우수한 치수 안정성을 갖추고 있어, 고온 환경에서도 기계적 성능을 안정적으로 유지할 수 있습니다.
이로 인해 까다로운 산업용 및 자동차 분야에서도 이상적인 소재로 사용됩니다.


| 필라멘트 유형 | PLA Basic | ABS | 일반 PA | PC | PA6-GF | PA6-CF | PAHT-CF | PET-CF |
| 열변형 온도 / ℃ (0.45 MPa 기준) | 57 ℃ | 87 ℃ | 89 ℃ | 117 ℃ | 182 ℃ | 186 ℃ | 194 ℃ | 205 ℃ |

내화학성
PA6-GF는 화학 물질, 오일, 다양한 용제에 대한 우수한 저항성을 제공하여, 까다로운 환경에서도 장기간 안정적인 성능을 유지합니다.


매끄러운 표면과 다양한 색상
Bambu PA6-GF 필라멘트는 Bambu AMS 시스템과 호환되어 멀티 컬러 출력이 가능합니다.
특수한 표면 질감은 레이어 라인을 자연스럽게 흐려주어, 더욱 매끄럽고 고급스러운 표면 품질을 제공합니다.


PA6-GF 색상 코드 표
| Color | Hex Code | Display |
| White | #EAEAE4 | |
| Yellow | #FFCE00 | |
| Lime | #C5ED48 | |
| Blue | #75AED8 | |
| Orange | #FF4800 | |
| Brown | #5B492F | |
| Gray | #353533 | |
| Black | #000000 |
지능형 프린트를 위한 RFID
모든 인쇄 매개변수가 RFID에 내장되어 있으며, AMS(Automatic Material System)를 통해 읽을 수 있습니다.
로드하고 출력하세요. 더 이상 지루한 설정 단계는 없습니다.

성능 비교
자세한 필라멘트 비교는 Bambu 필라멘트 가이드에서 확인하세요 >> Bambu Filament Guide >>
| PA6-GF | PA6-CF | PAHT-CF | |
| 구성 | PA6, glass fiber | PA6, carbon fiber | PA12 and other long-chain PA, carbon fiber |
| AMS 호환성 | YES | NO | YES |
| 사용 전 건조 필요 | Required | Required | Required |
| 권장 출력 속도 | < 130 mm/s | < 100 mm/s | < 100 mm/s |
| 권장 프린터 타입 | Enclosure | Enclosure | Enclosure |
| 강인성 (충격 강도 - XY, 건조 상태) | 27.2 kJ/m² | 40.3 kJ/m² | 57.5 kJ/m² |
| 강인성 (충격 강도 - XY, 습윤 상태) | 55.8 kJ/m² | 57.2 kJ/m² | 62.3 kJ/m² |
| 강도 (굽힘 강도 - XY, 건조 상태) | 120 MPa | 151 MPa | 125 MPa |
| 강도 (굽힘 강도 - XY, 습윤 상태) | 71 MPa | 95 MPa | 115 MPa |
| 층간 강도 (굽힘 강도 - Z, 건조 상태) | 51 MPa | 80 MPa | 61 MPa |
| 층간 강도 (굽힘 강도 - Z, 습윤 상태) | 33 MPa | 45 MPa | 49 MPa |
| 강성 (굽힘 탄성률 - XY, 건조 상태) | 3670 MPa | 5460 MPa | 4230 MPa |
| 강성 (굽힘 탄성률 - XY, 습윤 상태) | 2120 MPa | 3560 MPa | 3640 MPa |
| 층간 접착력 (충격 강도 - Z, 건조 상태) | 4.1 kJ/m² | 15.5 kJ/m² | 13.3 kJ/m² |
| 내열성 (열변형 온도, 0.45 MPa, 건조 상태) | 182 ℃ | 186 ℃ | 194 ℃ |
| 포화 수분 흡수율 / % (25℃, 55% RH) | 2.56 | 2.35 | 0.88 |
액세서리 호환성
| 권장됨 | 권장되지 않음 | |
| 빌드 플레이트 |
Smooth PEI Plate, Textured PEI Plate
|
Cool Plate SuperTack
|
| 핫엔드 |
Hotend with Hardened Steel 0.4mm / 0.6mm (recommended) / 0.8 mm
|
Hotend with Stainless Steel Nozzle All Size
|
| 글루 | Bambu Glue Stick | Bambu Liquid Glue |
| AMS & AMS lite | AMS | AMS lite |
| 권장 인쇄 설정 | |
| 건조 설정(블라스트 건조 오븐) | 80 °C, 8 - 12 h |
| 인쇄 및 용기의 습도 유지 | < 20% RH (Sealed, with Desiccant) |
| 노즐 온도 | 260 - 290 °C |
| 베드 온도(글루 포함) | 80 - 100 °C |
| 인쇄 속도 | < 130 mm/s |
| 물리적 특성 | |
| 밀도 | 1.14 g/cm³ |
| 비카트 연화 온도 | 210 °C |
| 열 변형 온도 | 182 °C |
| 용융 온도 | 219 °C |
| 용융 지수 | 9.0 ± 0.8 g/10 min |
| 기계적 특성 | |
| 인장 강도 | 75 ± 6 MPa |
| 파단 신장률 | 3.9 ± 0.8 % |
| 굽힘 계수 | 3670 ± 140 MPa |
| 굽힘 강도 | 120 ± 6 MPa |
| 충격 강도 | 27.2 ± 2.2 kJ/m² |

출력 팁
• Bambu PA6-GF는 출력 전에 반드시 적절한 건조가 필요합니다. 권장 건조 조건은 블라스트 건조기에서 80℃로 8~12시간 또는 히트 베드 위에서 90~100℃로 10~12시간입니다. (100℃를 초과하지 마세요. 스풀이 변형되거나 녹을 수 있습니다.) 자세한 내용은 WIKI의 엔지니어링 필라멘트 출력 팁을 참고해 주세요.Printing tips for Engineering materials
• 출력 중 필라멘트가 수분을 흡수하지 않도록 실리카겔이 포함된 밀폐 용기를 사용하는 것을 권장합니다.
자세한 내용은 WIKI의 엔지니어링 필라멘트 출력 팁을 참고해 주세요.Printing tips for Engineering materials
• 뒤틀림 현상을 최소화하기 위해 높은 밀도로 채워진 대형 모델 출력은 피하는 것이 좋습니다.
밀폐형 프린터를 사용하고, 출력 전 빌드 플레이트에 접착제를 골고루 도포하여 접착력을 높여 주세요
• 더 나은 출력 결과와 자세한 정보는 WIKI의 엔지니어링 필라멘트 출력 팁을 참고해 주세요.Printing tips for Engineering materials
후가공 팁
• We recommend removing the support structures within 2 hours after printing to prevent them from sticking after absorbing moisture. If sticking occurs, dry the model to ease the removal.
• Placing the printed part in a convection oven set between 80 to 130 degrees Celsius for 5 to 12 hours can further enhance the strength and rigidity of the print. Note: The effectiveness of this process depends on the structure, size, and conditions of the printed model. Some models may warp or deform after annealing. For more details, please refer to: Work after Printing Finished on WIKI.
• 서포트 구조는 출력 후 2시간 이내에 제거하는 것을 권장합니다. 수분을 흡수하면 들러붙을 수 있으므로, 제거가 어려울 경우 출력물을 다시 건조하면 제거가 쉬워집니다.
• 출력물을 80~130℃의 열풍 오븐에 5~12시간 어닐링 처리하면 강도와 강성이 향상될 수 있습니다. 참고: 어닐링 효과는 출력물의 구조, 크기, 조건에 따라 다를 수 있으며, 일부 모델은 변형 또는 뒤틀림이 발생할 수 있습니다. 자세한 내용은 WIKI의 출력 후 후처리 안내를 참고해 주세요.Work after Printing Finished
What's in the Box

Filament with Spool*1 & Desiccant*1

Package*1